精密螺丝的公差范围是多少?
精密螺丝的公差范围是多少?
咨询热线
0760-8787 8587我们拥有十几年螺丝行业生产经验,主要产品有:锥形圆螺母,铜螺柱螺母,圆型螺母,紧锁六角螺丝帽,船用五金,碳钢镀锌铁皮自锁防松螺帽,镀黑锌螺丝,公制高强度螺钉,特殊用蝶形螺钉螺丝,彩锌带垫带齿防松防滑螺帽,拉杆支撑顶柱,销子冲压好,开口B型销,大边加厚平垫圈,台阶手拧螺母等紧固件,由于产品材质和规格各有不同,价格也有所不同,如有需要请与我们联络。

随着各产业技术的进步,对于目前螺丝钉的结构设计,已从仅是单纯的锁固,进而发展到重视锁固过程中的工作效率,以及不破坏欲锁固物件的完整性,可由粤螺早前所设计并经申请核准且公开的中台湾公报上的556784号“螺丝钉改良”、289415号“集锁合稳定省力快速多功能于一体的螺丝”等新型案作为螺丝钉的主要代表,可清楚得知该两案不仅充分将传统单纯锁固的螺丝钉的不足加以改善,且在实际使用中,确实达到各案所设计的螺丝钉具有实质进步的目的。

螺栓螺纹一般采用冷加工,使一定直径范围内的螺纹坯料通过搓(滚)丝板(模),由丝板(滚模)压力使螺纹成形。可获得螺纹部分的塑性流线不被切断,强度增加,精度高,质量均一的产品,因而被广泛采用。 为了制出最终产品的螺纹外径,所需要的螺纹坯径是不同的,因为它受螺纹精度,材料有无镀层等因素限制。 滚(搓)压螺纹是指利用塑性变形使螺纹牙成形的加工方法。它是用带有和被加工的螺纹同样螺距和牙形的滚压(搓丝板)模具,一边挤压圆柱形螺坯,一边使螺坯转动,最终将滚压模具上的牙形转移到螺坯上,使螺纹成形。 滚(搓)压螺纹加工的共同点是滚动转数不必太多,如果过多,则效率低,螺纹牙表面容易产生分离现象或者乱扣现象。反之,如果转数太少,螺纹直径容易失圆,滚压初期压力异常增高,造成模具寿命缩短。滚压螺纹常见的缺陷:螺纹部分表面裂纹或划伤;乱扣;螺纹部分失圆。这些缺陷若大量发生,就会在加工阶段被发现。如果发生的数量较少,生产过程注意不到这些缺陷就会流通到用户,造成麻烦。因此,应归纳加工条件的关键问题,在生产过程控制这些关键因素。

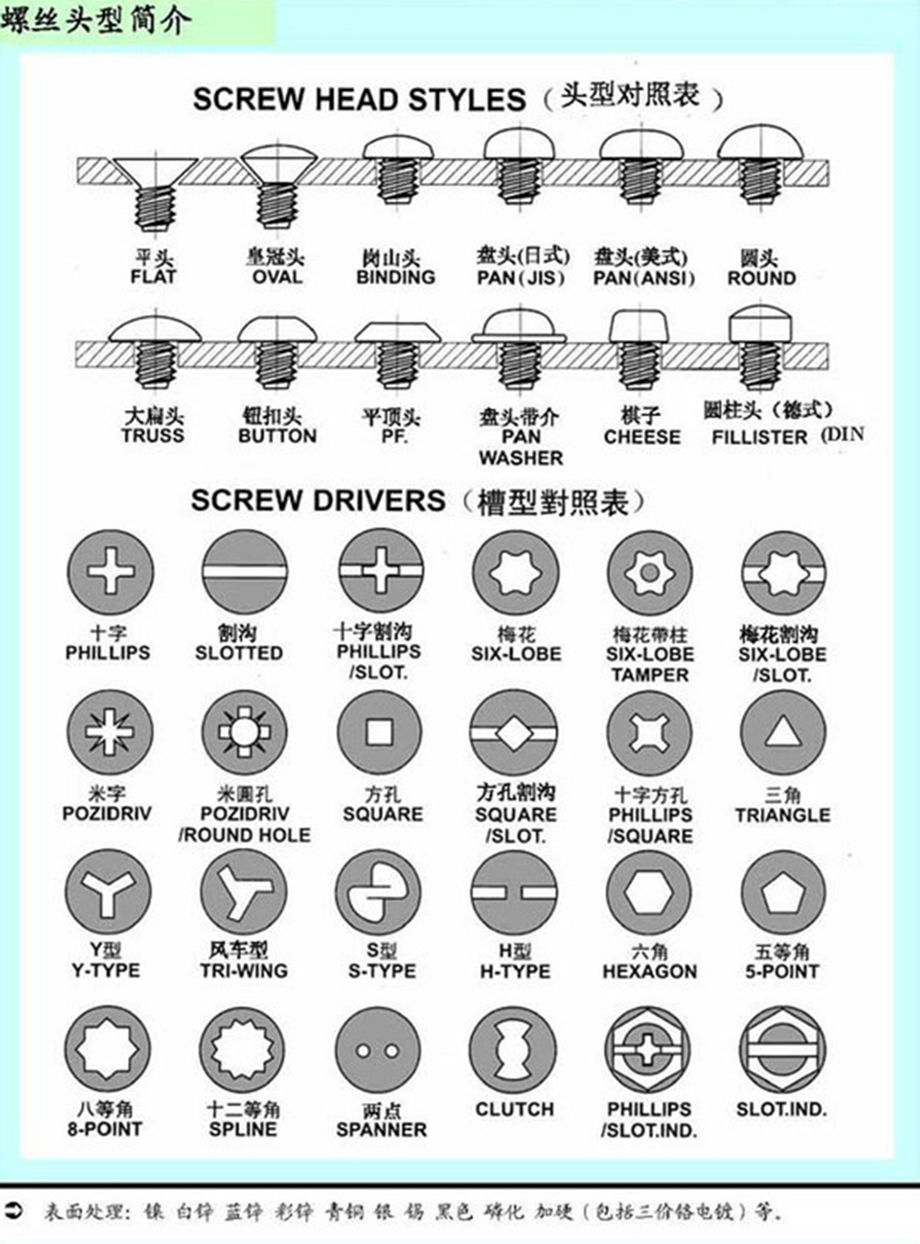
螺钉名称 播报 1.机螺钉 2.自攻螺钉 3.钻尾螺钉 4.墙板钉 5.纤维板钉 6.木螺钉7.六角木螺钉 8.不脱出螺钉 9.组合螺钉 10.微型螺钉 11.家具螺钉 12.电子螺钉

沉头螺钉大多用在需要安装后,零件的表面不能有凸起的地方,所紧固的零件又有厚薄两种,所谓厚的,就是说被紧固的零件厚度大于沉头螺钉头部的厚度,螺钉上紧后,尚有一部分螺钉的螺纹没有进入螺纹孔中,这种情况,沉头螺钉肯定可以拧紧。通常还有一种情况,就是被紧固的零件厚度小于沉头螺钉头部的高度,这在机械设备中常见于钣金零件,如机箱的合页与门和箱体的联结;设备的钣金外罩与设备的联结等等。由于零件的厚度小,被紧固的钣金零件,螺钉过孔完全成了一个圆锥孔,在这种情况下,当沉头螺钉被拧紧时,螺钉头部并不是锥面压紧钣金件,而是螺钉头根底部与螺纹孔的顶部挤死,虽然感觉螺钉是拧紧了,但是钣金件是被卡住而不是被压住,在这种情况下,虽然感觉螺钉拧紧了,但是钣金件确实没有被拧紧。这是非常常见的情况。 再说一下加工上的原因:沉头螺钉的头部圆椎体呈90°圆锥角,通常新买来的钻头的顶角呈118°-120°,一些缺乏培训的工人根本不知道这个角度差,常常直接用120°的钻头扩孔,这就造成沉头螺钉拧紧时并不是头部圆锥面吃力,而是螺钉头底部的一条线吃力,这也是所谓沉头螺钉紧不住的的原因之一,这不是螺钉的错。

上述内容来自粤螺自行上传或互联网,如有版权问题,请联系win-win@what-screw.com 。

我们拥有十几年螺丝行业生产经验,主要产品有:三棱自攻螺栓,黑色垫圈,梅花星型把手螺母,CLS压板圆螺帽,圆形铝柱长螺母,...

我们拥有十几年螺丝行业生产经验,主要产品有:各种型号T螺母,碳钢材质表面镀锌螺丝,201连接件,圆艺螺母,粗制方头螺栓,...
我们拥有十几年螺丝行业生产经验,主要产品有:加工生产机械螺丝,内锯齿垫圈,铁本色GB867圆头铆钉,304柱形螺丝,平头...

我们拥有十几年螺丝行业生产经验,主要产品有:等高螺丝,管用配合规格六角螺母,粗细牙带槽螺母,钛钢纯钛螺丝钛螺母,自锁防滑...

0760-8787 8587

132 6870 6820

手机网站

0760-22181790
Copyright © 广东粤螺五金实业有限公司 高端紧固件制造商,全球供应螺丝钉,螺栓,螺母,垫圈等五金零部件。 欢迎来电咨询! 粤ICP备17110734号-5