精密螺丝的公差范围是多少?
精密螺丝的公差范围是多少?
咨询热线
0760-8787 8587我们拥有十几年螺丝行业生产经验,主要产品有:DIN557正方形螺母,圆头带垫螺丝,工程建筑螺丝,实心敲击式铆钉,无头螺柱,镀黑锌304不锈钢螺丝,十字蘑菇钉伞头加长螺栓,压板螺母,DIN582,方形垫片,石膏板膨胀螺丝,压块螺母,圆形双内牙,六角防松螺母,密封防水螺母柱等紧固件,由于产品材质和规格各有不同,价格也有所不同,如有需要请与我们联络。

材料和工艺要求 播报 自攻锁紧螺钉应由高质量渗碳钢冷镦制造,一般不大于M12,成品料在冷镦制造前进行高总减率的拉拔,为利于冷镦须进行球化退火,为了增强表面硬度及心部韧性,大部分采用中、低碳钢制造,标准中材料化学成分的规定,仅具指导作用。C含量为0.13%~0.37%,Mn含量为0.64%~1.71%,B含量可达到0.005%,常用钢材内含S、P、Mn、Si元素一般要比同类牌号的普通螺栓用钢低,钢锭和材料的表面质量控制较严格,以减少变形抗力和防止变形开裂。常用牌号为20Mn、15MnB、SWRCH22A、1022A和中碳钢、中碳合金钢SWRCH35K、SCM435、SCR435等。 自攻锁紧螺钉是具有弧形三角截面的螺纹,因此冷镦成形和搓丝工艺制定以及冷镦模、专用搓丝板的设计制造是至关重要的。 自攻锁紧螺钉由于需要自攻低碳钢板,因此要求高硬度的表面以实现切削和挤压成形能力。与此同时还必须有足够的心部强度和韧性的配合,以防止在工作中发生扭曲扭断。这类螺钉的热处理工艺属于浅层渗碳。不论低碳钢或者中碳、中碳合金钢制造,其心部硬度必须保证在28~38HRC(9.8级)33~39HRC(10.9级 )范围内和不低于最小拉力载荷930MPa(9.8级)、1040MPa(10.9级),根据材质不同,最低回火温度为420℃。 为了保证自攻锁紧螺钉能顺利拧入预制的圆柱孔,螺钉末端应通过高频淬火保证至少一至三个螺纹牙淬硬,最小表面硬度为45HRC。

本次调查共访问和调查了13家国内汽车紧固件公司,被调查公司均已经通过TS16949体系认证。平均1辆轿车的紧固件约1500个,每辆车螺栓装配的总时间约2.5~3.2h。可见紧固件的品种和质量对主机水平及整车质量具有重要影响。本文从高强度螺纹紧固件生产的工艺过程人手,对高强度螺纹紧固件的国产化和供货质量的管理工作进行分析。高强度螺纹紧固件产品流程高强度螺纹紧固件生产的工艺过程为原材料改制→冷镦成形→螺纹加工(滚丝或者搓丝)→热处理→表面处理→分选包装,10.9级以上一般采用热处理后滚丝工艺。汽车紧固件材料高强度螺栓常用的钢材牌号为8.8级螺栓用35钢、45钢、ML35钢;10.9级螺栓用35CrMo;40Cr;12.9级螺栓用35CrMo,42CrMo、SCM435。国内紧固件用原材料基本是热轧状态,而像日本等国生产的紧固件用钢基本上是可直接冷镦状态,用户无需预处理,可从环节上降低成本。紧固件失效的常见失效形式有装配拉长、疲劳断裂和延迟断裂。冷镦成形和螺纹加工(滚丝或搓丝、攻牙)螺纹紧固件的质量除材料外,成形设备和螺纹加工设备及模具(生产工艺及其装备)是保证其质量的关键因素。尤其是大批量多品种供货状态下,对加工精度要求高的汽车紧固件,如何保证产品的一致性及缺陷的预防是紧固件生产面临的问题之一。被调查公司的冷镦设备和螺纹加工设备,其国产设备约占40%,台湾设备占50%,进口(欧美、日本)设备约占10%;常见缺陷有尺寸和形位公差超差、头部折迭、螺纹流线镦断、齿部皱纹和裂纹等。国内紧固件厂限于资金或其他原因,较多采用国产设备和台湾设备来生产汽车用紧固件,对于保证大规模生产高端紧固件产品的尺寸公差和形位公差,应该加大在线监控手段和模具制作水平。消除生产中的不合格品,从而保证主机厂、整车厂的装配质量。 [1] 被调查的紧固件企业80%左右有热处理设备,且采用台湾热处理工艺线居多;工艺线设备为连续式网带炉,带气氛保护,并由计算机控制气氛、温度和工艺参数。高强度紧固件行业是一个竞争力比较大的行业,想要对于高强度紧固件行业技术和市场有一个透彻,客观的分析,我们需要从以下几个方面入手:国内高强度紧固件行业企业竞争格局高强度紧固件行业产业政策高强度紧固件产品技术标准与规我国高强度紧固件产品技术竞争格局中国高强度紧固件市场盈利水平高强度紧固件产品核心技术研发动态关于这六个方面,国内很多研究机构都有比较深入的调研与研究,也有诸多机构长期从事于该行业的调研研究。

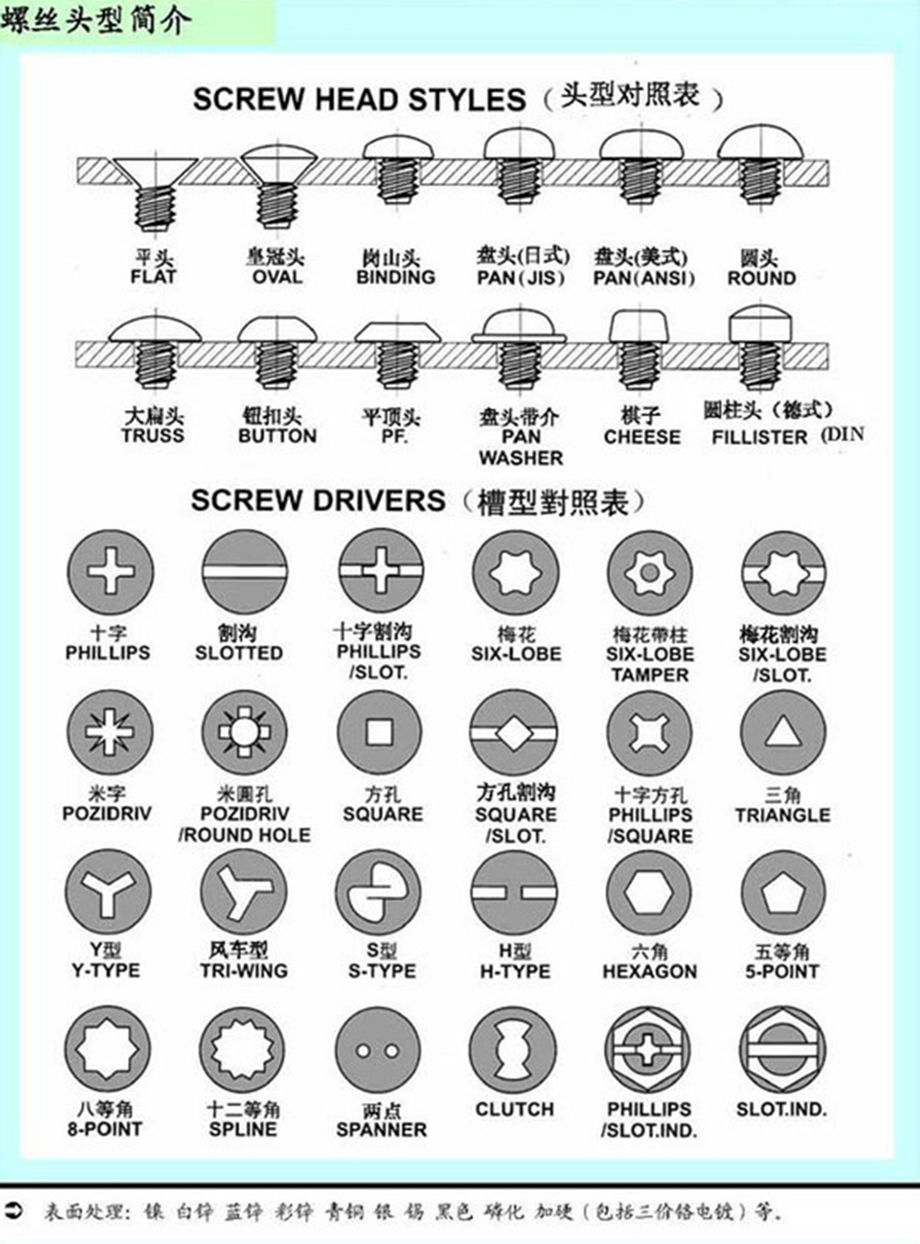
④ 螺钉牙型 A:自攻尖尾(日标第1种)疏 AB:自攻尖尾(日标第4种)密;B:自攻平尾(日标第2种)疏;C:自攻平尾(日标第3种)密;P:双丝牙 HL:高低牙 U:菠萝牙纹;T:自攻平尾切脚 AT:自攻丝尖尾切脚 M:机械牙;BTT:B型三角牙 CCT:C型三角牙 PTT:P型三角牙 STT:S型三角牙

不锈钢螺栓的性能等级8.8指材料的抗拉强度极限800MPa,屈服极限640MPa。 不锈钢螺栓、螺柱、螺柱的性能等级共分10个等级:自3.6至12.9。小数点前面的数字代表材料的拉强度极限的1/100,小数点后面的代表材料的屈服极限与抗拉强度极限之比的10倍。 螺母的性能等级分7个等级,从4到12。数字粗略表示不锈钢螺母保证能承受的最小应力的1/100。 对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械不锈钢紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的不锈钢标准件,用于安全性的关键设计。 公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6H、7H。螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、不锈钢螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合. 碳钢:强度等级标记代号由“?”隔开的两部分数字组成。标记代号中“?”前数字部分的含义表示公称抗拉强度,如4.8级的“4”表示公称抗拉强度400N/MM2的1/100。标记代号中“?”和点后数字部分的含义表示屈强比,即公称屈服点或公称屈服强度与公称抗拉强度之比。如4.8级产品的屈服点为320N/mm2。 不锈钢产品强度等级标志由“—”隔开的两部分组成。标志代号中“—”前符号表示材料。如:A2,A4等标志“—”后表示强度,如:A2-70 碳钢:螺栓机械性能等级可分为:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9、12.9共10个性能等级

上述内容来自粤螺自行上传或互联网,如有版权问题,请联系win-win@what-screw.com 。

我们拥有十几年螺丝行业生产经验,主要产品有:三棱自攻螺栓,黑色垫圈,梅花星型把手螺母,CLS压板圆螺帽,圆形铝柱长螺母,...

我们拥有十几年螺丝行业生产经验,主要产品有:各种型号T螺母,碳钢材质表面镀锌螺丝,201连接件,圆艺螺母,粗制方头螺栓,...
我们拥有十几年螺丝行业生产经验,主要产品有:加工生产机械螺丝,内锯齿垫圈,铁本色GB867圆头铆钉,304柱形螺丝,平头...

我们拥有十几年螺丝行业生产经验,主要产品有:等高螺丝,管用配合规格六角螺母,粗细牙带槽螺母,钛钢纯钛螺丝钛螺母,自锁防滑...

0760-8787 8587

132 6870 6820

手机网站

0760-22181790
Copyright © 广东粤螺五金实业有限公司 高端紧固件制造商,全球供应螺丝钉,螺栓,螺母,垫圈等五金零部件。 欢迎来电咨询! 粤ICP备17110734号-5